
Luminescence in watchmaking
Luminous compounds have a long history in watchmaking, beginning with harmful radio-active Radium solutions from the early twentieth century of which much has already been documented. Today we have environmentally friendly ceramic mixtures, such as Swiss Super-LumiNova® used by one of the key component suppliers of the industry.
The Watch industry has some key players that supply a large percentage of a component throughout the industry. The reason such companies exist is the general expertise gained throughout many years. Billight is such a company; it provides over 300 clients worldwide and produces 30,000 components per month. They provide components for large watchmaking groups based in Switzerland, as well as independent watchmakers and designers. Brands including Blancpain, Chopard, Roger Dubuis, IWC, TAG Heuer, and Zenith are but a few of their prestigious clients. Leaving Switzerland, 40% of the companies production goes to brands in Germany, France, Asia and the United States.
Established in the 1990s Billight developed machines that would allow them to produce water-resistant capsules that could carry luminescent tritium, (today replaced by Swiss SuperLuminova. A powder containing a luminous, natural pigment).
An explanation of SLN
Billight uses SLN based compound for the luminescence; it is non-radio active and harmless, it requires ultra-violet light either natural or artificial light, to be absorbed by the dials, bezels and hands, to charge the ‘light battery’ of the SLN before it can emit energy in the form of light. Once the SLN is charged the full intensity of the light emission drops off initially fairly quickly, then decreases slowly, simultaneously the night vision of the eye adapts in the dark so the two factors can partially balance each other.
To fully optimise the properties of SLN, simply put, retaining the natural colour of SLN a green/white pigment and using certain large proportions of design will lend best to extended light emissions. However, what is practical and what is beautiful are often different, so processes of production have been developed that extend the light emissions for the maximum time possible regardless of the design or pigment selection.

These are the physical colours of the SLN viewed during daylight. Red is the weakest in relation to the light emission, along with black.
Over the last 10 years considerable development in the compound has been made with jumps made in emissions and diversity of physical and emission colours. There exists 3 grades: 1. Standard, 2. Grade A plus 40% longevity, 3. Grade X1 plus 100% longevity.
The new technologies and techniques that surround the use of SLN result in greater opportunities for variation today, than ever before. Billight has developed multiple different methods by which unusual components can be made. The techniques change depending on the size and volumes required, but the final precision and level of quality remain consistent.
Examples of different components made using SLN Blocks by Billight and the process behind them.
A selection of modern Arabic numerals, made in special jigs.

The dial in daylight.

Day

The dial after having been charged in daylight/in the dark.

Night
Reception
The basic SLN material is received in an abrasive ceramic powder form. This forms the base of all of components that will be made. With this base powder multiple different styles of blocks, indexes, plates can be made produced, as well as using the liquid form as a paint to fill in shapes manually.

SLN powder (image reproduced courtesy of Billight)
Pantone selection
Any choice of colour can be requested by selecting relevant Pantone references. In addition, light emission can also be chosen. Traditionally emissions in green and blue have been available, today the option exists for yellow, orange, pink and ultramarine blue have been developed. This provides the possibility for a dial that can be consistent with the same colour numbers or batons during the day, but at night can emit different colour lights, changing the overall aesthetic of the dial.

Light emission colours, green, blue, ultramarine blue, violet, white, yellow, pink and orange. (Image reproduced courtesy of Tritec)
The different pigments used to change the natural colour of the SLN can also have an effect on the colour of the light emitted.
There are many ways to execute a component. Part of the process of development is to work with the client explaining the different avenues that can be pursued, to find the most appropriate route to be taken. The final process can be influenced by quantity, price or technical aspects of the overall design.
Process
Before the launch of every new project for a client, a study is made in the technical bureau, to guarantee its feasibility and execution. The drawings forwarded by the client, are analysed and modified if needed,assuring that the final products are both to the clients wishes as well as fully realistic in production, optimised for luminescence within the specified criteria.
Validation
Once the designs and process calculations are well advanced, the project is then validated by the person responsible for manufacturing, as a final guarantee to the selected process. Then, the tailormade tooling and jigs for each product are made in-house in the toolmaker's workshop. Before being given to the workshop manager.
Efficient logistics are essential to the consistent success of the process. Balancing up productions varying from unique or a handful of pieces, to thousands of units, depending on the clients' requests. The ability to adapt to prototypes, unique pieces through to these large volumes, in short periods of time, within a company of fewer than 25 people, requires an effective and streamlined organisation.

The brass support upon which the dial base is placed.

The dial base placed on the brass support.

The SLN Billight block numbers manually added in place, onto the dial.

The technicians use microscopes to assist the dials assembly.

If the SLN Billight block numbers are manually corrected sitting on the dial, inside of the black contour lines.

Zenith dials

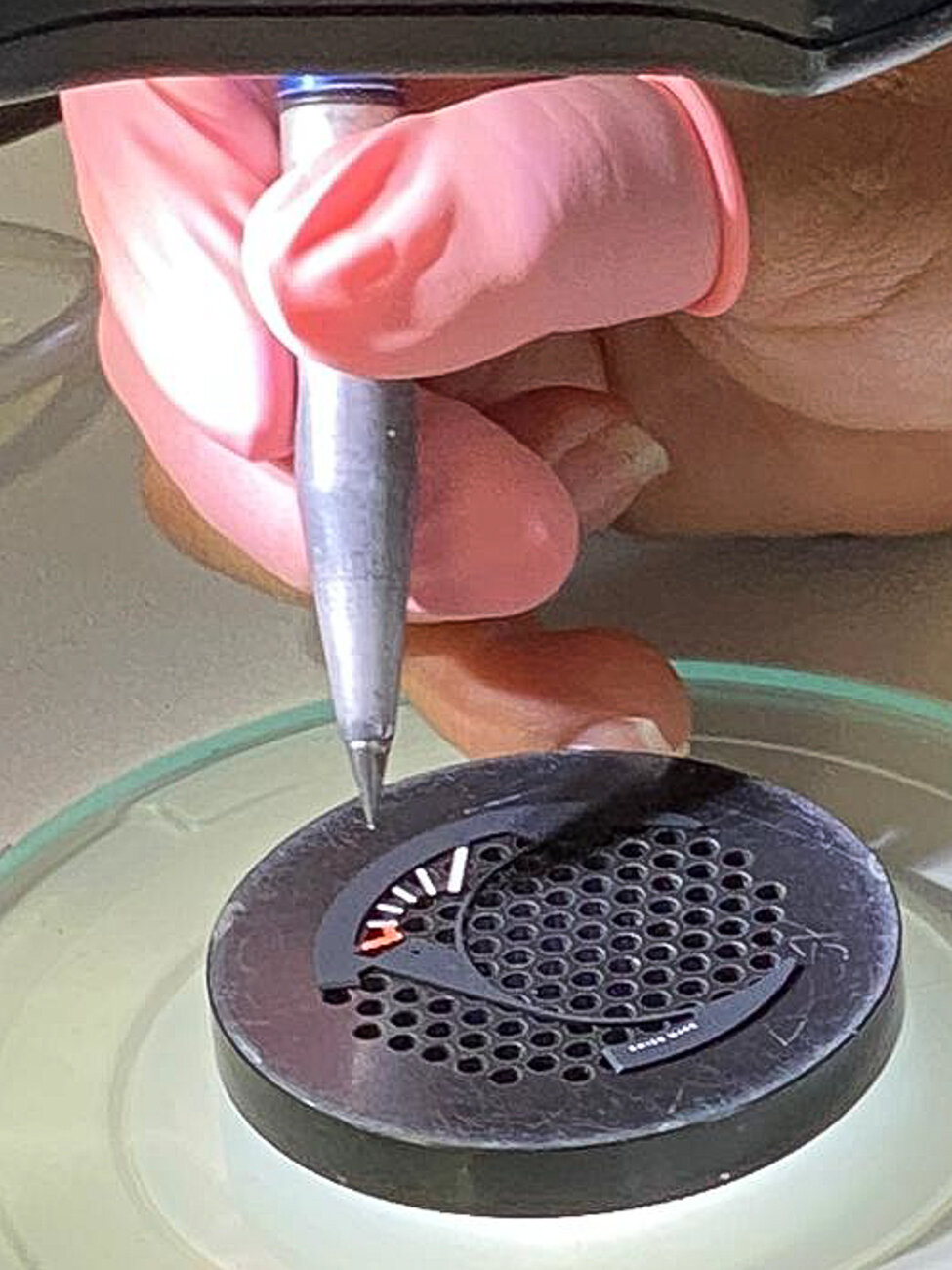
Once the dials are made they are checked on a Marcel Aubert system, that compares and measures the dial elements to the original drawings and specifications.
The dial of the Blancpain -X Fathoms- one of the most technically advanced mechanical divers watches ever made. To learn more click here.

Blancpain X Fathoms dial daylight

Blancpain X Fathoms dial at night.

Blancpain X Fathoms dial, close up in detail.
A technique developed by Billight is to add a thin metallic skin to the indexes to alter their general aesthetic to a modern, technical look. The skins can be made from one micron (one-thousandth of a millimetre), in precious metals. The thicknesses can be increased depending on the design of the dial.


Another technique used for curved dials is the application of curved indexes with two feet that traverse the dial and are cemented in place.

De Grisogono dial

De Grisogono dial
On the dial below, instead of conventional indexes, slim panels have been cemented to the dial.
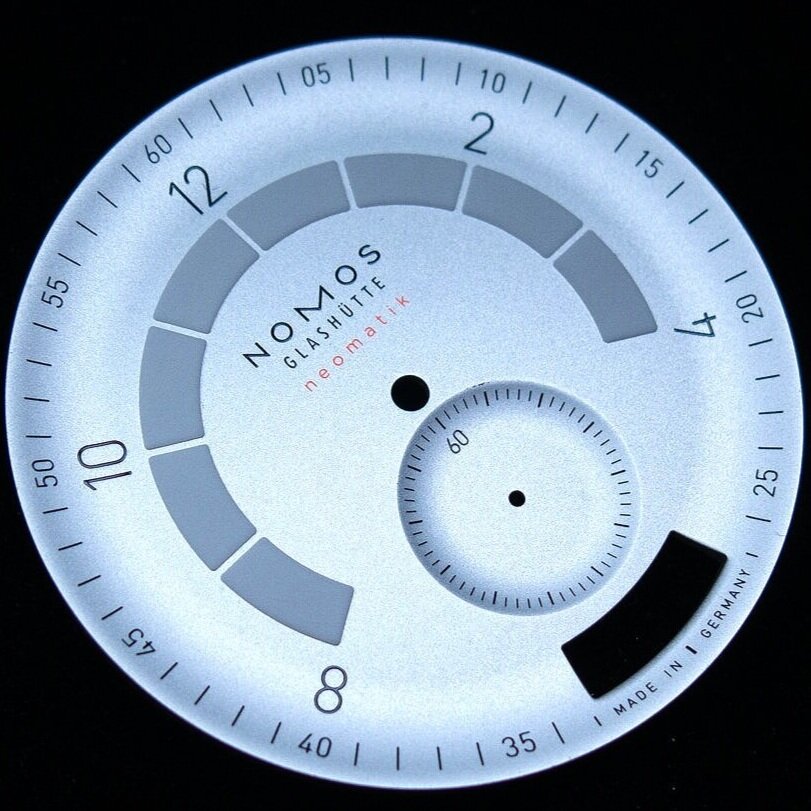
Nomos dial

Nomos dial
Indexes can be made in virtually any form, from classical to modern.

Zenith dial (incomplete).

Uboat (Limited edition Steven Segal version) dial.

Indexes with pin feet.
Traditionally indexes have been only cemented in place with visual precision but there is also the possibility to make them today included pin feet. Orientated, and positioning the indexes mechanically onto the surface of a dial.

Day

Night

Elements of a dial being filled in manually with SLN liquid.
Complete bases for dials can be produced and machined in simple or complex forms from the modified Billight SLN blocks, altering the traditional usage of luminescent materials

Day

NIght


Bezel ring insert, set into the steel bezel ring and the outer sapphire crystal. Shown below is from a Blancpain 50 fathoms.


The finished bezel.

The domed sapphire disc is treated black on the inside leaving clear the areas the SLN will be viewed through. The disc laid into the bezel.
Water resistant steel capsules for bezels can be made using using different techniques to generate different aesthetics from concave to convex effects.

Day time

Night

The backs of the indexes are always coated white to maximise the luminosity of the material.
Different colour emissions are both chosen by the client, and are effected by the physical colour of the material.


Fine detailed logos and emblems can be generated below the surface of the dial in SLN.

In this image the ‘7’ is sitting on the surface of the dial where as the ‘AUTOMATIC’ and the shark are below the black material.
The minute track is printed in SLN compound.


Indexes held in an aluminium vice and being filled individually by hand under a microscope.


A Cartier dial with the Arabic numerals and the hour markers produced in SLN.

Day

Night
All of the tooling, and jigs required to both make the dials, and for research and development are made in house, often by CNC but for rapid prototyping also using traditional lathes and milling techniques.

Milling on a Schaublin 102 lathe.



Planing surfaces flat for a jig.


Variations of two Zenith dials using different colours of light emissions.
Summary
Billight is to fluorescent technology what Mimotec is to UV-lega. They have taken a technology and through creativity and organisation, positioned it onto a previously never before seen level. The two organisations although completely different in product form, share the same enthusiasm for development and originality. Both developing new techniques at their clients requests for more and more complex products as well as through their own constant R&D .
A prototype dial made using multiple techniques (above and below the surface of the black material) multiple colours of SLN and different colour emissions.

Day

Night
To learn more about Billight