
UV-LIGA
CAD, Computer Aid Design transformed watchmaking, coupled with CNC (Computer Numerically Controlled) machining. Both technologies continue to evolve as do the ancillary plug-ins and tooling that accompanies them. In addition the new alloys which appear every year bring new properties to increasingly innovative products.
CAD replaced paper, ink and pencils, CNC has replaced manual milling machines, jig borers and pointers.
Then there are technologies that have been developed whose roots were adopted from other industries, bringing entirely alternative methods of manufacturing components to the table. One of these technologies is UV-LIGA.

An image of a guard pin (part of the safety mechanism on an anchor escapement) made on 3 levels by UV-LIGA technology.
Mimotec SA was founded in November 1998 following the thesis of its previous CEO, Dr Hubert Lorenz. Towards the end of the 90s, Dr Lorenz was following his doctorate degree at the Swiss Federal Institute of technology of Lausanne (EPF). He was developing and improving the UV-LIGA manufacturing process. Motivated by the systems used in the field of electronic circuits, he went on to transform the process by structuring photo-sensitive resin (SU-8) to close to 1 mm thickness. This meant the technology could be used to produce components for the watch industry.

A simple jumper spring for a calendar mechanism made using UV-LIGA.
Although there exist other companies using the same or similar techniques as Mimotec, they are the only independent company providing components to the industry using this technique.
Every system of manufacture has its advantages and disadvantages. If you wanted to make large volumes of pinions, hundreds of thousands for large companies, you would not make them using manual hobbing machines. And vice-versa, if you wanted small numbers of parts you would not use the kind of machines required to make large volumes.
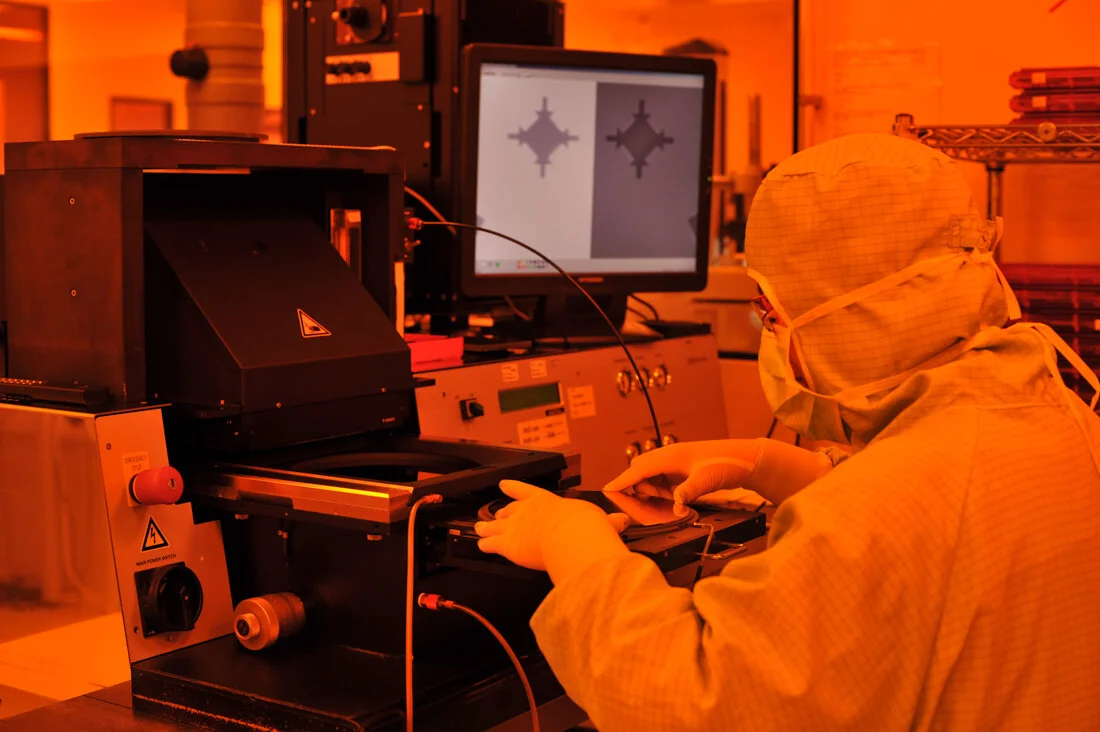
Sections of the UV-LIGA process are light sensitive requiring the clean rooms to have non-intrusive lighting.
Selecting the correct system of production is linked with the basic economics of each component produced. UV-LIGA provides the service to produce components such as wheels, levers, cams, escapements etc either in large quantities, or in small batches for prototyping.

A Swiss anchor lever with the guard pin added but pallets and staff not yet in place.
Making a simple pinion traditionally requires making a blank (the basic block of material for the pinion), that is then cut, hardened, burnished and polished. With UV-LIGA the pinion that is in essence grown is finished when it leaves its mould. The process can be a single step to making parts.

A plate made using the process with 3 jewel holes integrated during the process..
In addition to the simplicity of the service provided, another feature of the process is the freedom to design parts that could not otherwise be manufactured using conventional machining methods.

Split teeth, one side of the tooth is flexible, part spring so that the penetration between wheel and pinion can be deep removing any play. A human hair is shown as an indication of scale.
The simplified process.
Step 1
Based on the customer CAD drawing Mimotec prepare the layout of the photomask needed for the photolithographic process
Step 2
A photo-mask (with cut-outs of the part to be made) is placed above a mirror finished silicon wafer, upon which a flash of electro-conductive gold (less than 0.1 micron) is added, followed by a layer of photo-sensitive resin (photoresist).

A photo-mask
Step 3
Then using ultraviolet radiation passed through the mask, the component shapes formed in the photoresist layer are polymerized.
The non-polymerised photoresist will be dissolved in a liquid, leaving the surrounding resin. Mini-moulds of the components with a thin gold layer on the lower surface remain on the wafer.

Step 4
The next step is Electroplating/electro-formage. In this process, the silicon wafer is immersed into a galvanic bath and the mould cavities are filled in using the chosen metal of the part to be made. Once the parts are grown in the moulds, the wafer is placed in a final liquid which dissolves the resin surrounding the components, freeing them to be collected and used.

Finished components which are ready to be removed from the wafer.
For a detailed explanation please view the film below.
The components can be made in diverse metals ranging from Nickel alloys to 24 carat gold. The circular silicon wafers used are either 150 mm or 200 mm in diameter upon which the parts are made.

The larger 200mm wafer after a fine polishing process.
The thickness of the parts range from 30 microns to 0.8 mm for a multi-layered part or until 0.6 mm for a simple single layer component. The company continues to develop the technology to be able to make more complex components in different alloys for different functions.

A spring incorporating a central collet and end plate.
When the technology was first developed the parts could only be made on one level but in difference thicknesses. Today parts can be made on three levels, certain rules need to be respected when designing parts on multiple levels but this ability open the doors for greater possibilities of making even more complicated ‘mono-block’ pieces.
95% of Mimotec’s clients are from watchmaking industry, the remaining 5% from the micro-electronic industry.
In every manufacturing process there is a certain percentage of components that fail to pass the controls set by the manufacturer, this can be poor tolerances or aesthetic imperfections. With this process the success rate varies between 97-100%. Another attribute of the process is the turn around time on average is between 5-8 weeks, which for the manufacture of precision and finished components in horology is rapid.

A single piece wheel with split teeth and a snail shaped cam made on 2 levels.

A large date disc made on 3 levels.
One of the most relevant advances in horology during the evolution of wristwatches is the miniaturisation of complex mechanisms. Todays tourbillons, sonneries, perpetual calendars, automators and retrogrades to name just a few mechanisms, were conceived hundreds of years ago.
Reducing a Grand Sonnerie from a pocket watch to a wristwatch effectively, introduces construction issues that transcend simply the miniaturisation of the mechanism. Additional issues such as the need to assure the mechanics can withstand the kind of shocks encountered on a wrist, that a pocket watch would never encounter have to be built into the design.
Ideas are easily generated in a world of imagination, however ‘process’, is often where the true creativity can be found, the solutions to problems that stand between the idea and the result. As timepieces have evolved, the methods of production have evolved to meet these new needs. UV-Liga is part of a new era in manufacturing techniques.
To learn more about Mimotec SA